Литьевая форма-это инструмент, который сочетается с пластмассовыми формовочными машинами в индустрии переработки пластмасс, чтобы дать пластмассовым изделиям полную конфигурацию и точные размеры. Согласно различным методам формования, его можно разделить на разные типы пресс-форм. Благодаря сотрудничеству различных систем или вспомогательных механизмов в литьевой форме пластиковые частицы сжижаются и заполняются в полость формы при высокой температуре, а инструмент для производства промышленных деталей с определенной формой, размером, функцией и качеством.
Общие прессформы инжекционного метода литья можно разделить в следующие категории:
1. Одноместный разъема поверхности литья под давлением плесень
Когда пресс-форма открывается, подвижная пресс-форма и фиксированная пресс-форма разделяются, чтобы вынуть пластиковые детали, которые называются однослойной пресс-формой, также известной как двухпластинчатая пресс-форма. Это самая простая и самая основная форма литьевой формы. Его можно конструировать как прессформа впрыски одно-полости или прессформа впрыски мульти-полости согласно потребностям. Это наиболее широко используемая форма для литья под давлением.
2. Двойная формовочная поверхность для литья под давлением
Двойная разделительная поверхностьЛитьевая формаИмеет две разделительные поверхности. По сравнению с литьевой формовочной формой с одной поверхностью, литьевая формовочная форма с двойной поверхностью добавляет частично подвижную промежуточную пластину (также называемую подвижной пластиной ворот, которая оснащена воротами, бегунками и другими деталями и компонентами, необходимыми для фиксированной формы), поэтому его также называют трехпластинчатым (движущимся шаблоном, Промежуточная плита, фиксированный шаблон) прессформа впрыски, которая часто использована в одиночной полости или прессформе впрыски мулти полости с питаться ворот пункта, когда прессформа открыта, промежуточная плита отделена от фиксированной плиты определенным расстоянием на столбце проводника фиксированной прессформы, Так, что конденсат системы заливки можно будет принять вне между 2 плитами.
Двусторонняя пресс-форма для литья под давлением имеет сложную структуру, высокую стоимость производства и сложную обработку деталей. Как правило, он не используется для формования больших или очень больших пластиковых изделий.
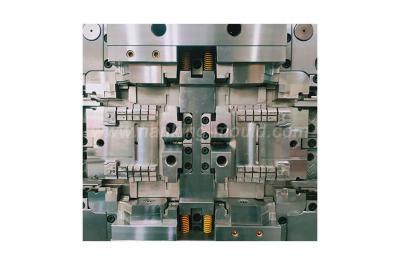
3. Прессформа инжекционного метода литья с боковым расставанием и механизмом ядра вытягивая
Когда пластиковая деталь имеет боковые отверстия или подрезы, необходимо использовать сердечник или ползунок, которые могут перемещаться сбоку. После литья под давлением подвижная форма сначала перемещается вниз на определенное расстояние, а затем наклонная секция изогнутого штифта, закрепленного на неподвижной пластине, заставляет ползунок двигаться наружу и в то же время, Толкатель механизма демонтажа толкает нажимную пластину, чтобы пластиковая деталь взлетела от сердечника.
4. Прессформы инжекционного метода литья с подвижными отливая в форму частями
Из-за некоторых специальных структурДетали для литья под давлением, Пресс-форма для литья под давлением должна быть оснащена подвижными формовочными деталями, такими как подвижные пуансоны, подвижные вогнутые формы, подвижные вставки, подвижные резьбовые сердечники или кольца и т. д., которые можно комбинировать с пластиковыми деталями во время демонтажа. Они удаляются из формы вместе, а затем отделяются от пластиковой части.
5. Автоматическая резьба разгрузки литья под давлением плесень
Для резьбовых пластиковых деталей, когда требуется автоматическое демонтаж, на пресс-форму для литья под давлением можно установить вращающийся резьбовой сердечник или кольцо, а также действие открытия формы или механизм вращения машины для литья под давлением, Или специальное устройство передачи можно использовать для того чтобы управлять сердечником винта или кольцом винта для того чтобы повернуть, для того чтобы выйти из пластиковых частей.
6. Отсутствие прессформы инжекционного метода литья бегуна
Прессформа инжекционного метода литья runnerless ссылается на метод адиабатического топления бегуна для того чтобы держать пластмассу между соплом и полостью машины инжекционного метода литья в расплавленном государстве, так, что никакая стробируя система застывает когда прессформа открыта и пластиковые части приняты вне. Бывший вызван прессформой впрыски адиабатического бегуна, и последний вызван прессформой впрыски горячего бегуна.
7. Прямоугольная форма для литья под давлением.
Формы для литья под прямым углом подходят только для угловых литьевых машин. В отличие от других литьевых форм, направление подачи этого типа пресс-формы перпендикулярно направлению открытия и закрытия во время формования.
Его основной канал потока открыт с обеих сторон движущихся и неподвижных поверхностей пресс-формы, а его площадь поперечного сечения обычно не меняется, что отличается от других форм для литья под давлением. Сменный вкладыш бегунаTs может быть установлен на конце литника для предотвращения износа и деформации между соплом машины для литья под давлением и входным концом литника.
8. Литьевая форма с механизмом демонтажа на фиксированной форме.
В большинстве литьевых форм устройство демонтажа устанавливается на стороне подвижной пресс-формы, что способствует работе эжекторного устройства в системе открытия и закрытия пресс-формы машины для литья под давлением.
В реальном производстве некоторые пластиковые детали ограничены формой, и пластиковые детали лучше оставить на стороне фиксированной формы для формования. Чтобы пластиковые детали вышли из формы, на стороне неподвижной формы должен быть установлен механизм демонтажа.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어






 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.