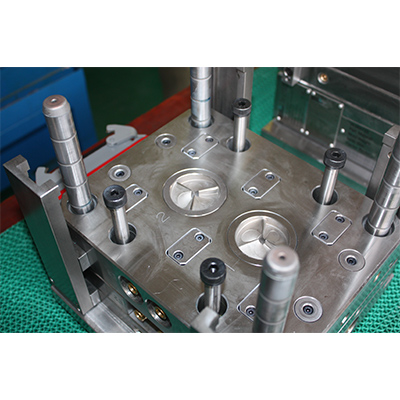
Форма с 3 пластинами также называется прессформой с точечными воротами.
Есть две разделительные поверхности для разделения формы на три части. По сравнению с двумя пластинчатыми формами добавляется пластина ворот трех пластинчатых форм. Он подходит для форм, не допускающих следов ворот вокруг изделия. В этом типе пресс-формы используются заостренные ворота, поэтому ее называют точечной формой для ворот.
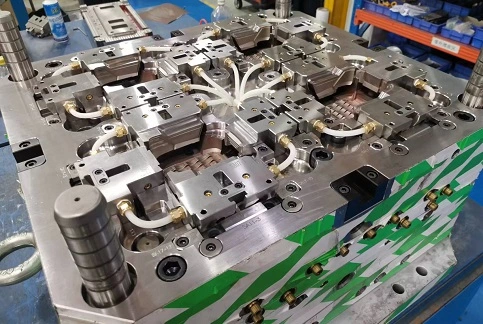
Типичный процесс движения формы 3 пластин
Процесс открытия пресс-формы: трехпластинчатая пресс-форма имеет два процесса расставания, первый между обнажающей пластиной и пластиной полости, а второй раз между пластиной полости и основной пластиной. Когда сторона сердечника вытягивается машиной для литья под давлением, так как пластины A и B оснащены фиксатором с защелкой, и между зачистной пластиной и пластиной A нет соединения или препятствия (в большинстве случаев тяга также оснащена пружиной) В это время, Обнажая плита сперва отделена от плиты полости вытягивая силой, и плита полости двигает назад с плитой ядра. При перемещении на заданное расстояние он блокируется блоком ограничения тяги, потому что пластина A продолжает двигаться вместе с машиной для литья под давлением. Поэтому, тяговая штанга также управляется, и тяговая штанга управляет обнажая плитой для того чтобы двинуть к следующему установанному расстоянию и после этого тяговая штанга и плита полости останавливают двинуть.
Машина для литья под давлением продолжает двигаться назад, поскольку тяговое усилие продолжает увеличиваться, превышая силу блокировки замка защелки, пластина A отделяется от пластины B и останавливается при достижении установленного расстояния.
Плита выталкивателя управляет механизмом выталкивателя (штырь выталкивателя, штанга выталкивателя, и лифтер) для начала движения выталкивания, и законченный продукт извлечен (автоматически упаденный или извлеченный роботом).
Зажимать процесс-когда механизм отката на плите выталкивателя, плита выталкивателя принудительно вытягивана назад машиной инжекционного метода литья перед зажимать.
Под нажатием машины для литья под давлением сердечник перемещается вперед к стороне полости, если выталкивающая пластина заранее не оттягивается назад, обратный штифт сначала контактирует с пластиной полости. Под силой реакции пластина эжектора возвращается с помощью возвратного штифта.
Пластина B прижимается к пластине A и пластине для снятия изоляции и, наконец, полностью затягивается. Сопло на машине инжекционного метода литья близко приспособлен с втулкой сопла на прессформе, и следующий цикл инжекционного метода литья начат.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어



 Запрос
Запрос 





 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.