Имя прессформы: Пластиковая прессформа штепсельной вилки стены впрыски
Материал детали: PBT GF15
Размер продукта: 45,4*19,6*52,7 мм
Описание продукта: Версия Plug CH
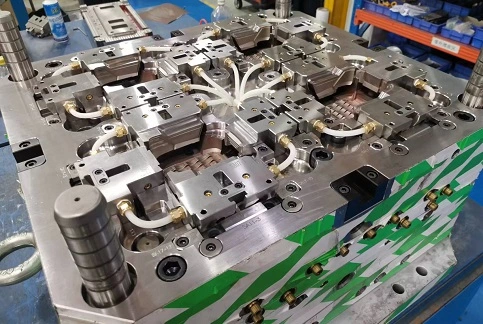
Полость плесени: 4 полости
Размер формы: 392*300*335 мм
Подходящая литьевая машина: 90 тонн
Сталь полости прессформы: ASSAB8407
Система впрыска прессформы: Ворота фильма холодного бегуна
Система выброса плесени: эжекторный штифт
Время цикла плесени: 25
Жизненный цикл прессформы: 1000000
Время выполнения: 30 рабочих дней
Цена: 3000-10000
Особенности формы: два сердечника
Пластичная прессформа штепсельной вилки впрыски с двумя ядрами, высококачественная пластичная прессформа штепсельной вилки стены впрыски создателя в Китае, HanKing имел опыт в различных странах пластичной прессформы штепсельной вилки, США, Швейцарии, Италии, Азии, Австралии и т. д..
Мы назвали это пресс-формой для вилки, на самом деле это отдельно от зарядного устройства адаптера, это литье для вставки, мы возьмем металлическую вставку для штифта, которая будет помещена в форму.
Для этого вида прессформы, разделяя линия не сложна но мы все еще должны быть подтверждены клиентом. Как внутренняя часть собрания, возникновение особенно не важно, мы может использовать холодный бегун для сохранения цены прессформы. Причем деталь не большая и толстая, поэтому рекомендуется использовать пленочные затворы.
В соответствии со структурой детали мы предлагаем иметь 4 ползунка, по два ползунка с каждой стороны.
Проверьте слайдеры разделенной линии, вставки разделенной линии с клиентами.
Попробуйте сбалансировать положение штифта вставки.
Сделайте даже выталкивающая система означает форму выталкивающего штифта, размер, баланс позиций.
Следует позаботиться о том, что если ползунки имеют угол сквозняка вдоль направления движения скольжения, анализ угла сквозняков также должен быть проверен для полости и стороны сердечника, обычно угол сквозняка составляет не менее 1 градуса.
Когда дизайнеры делают анализ толщины стены, если толщина стены неровна, то пожалуйста сообщите менеджеру проекта, менеджер проекта обсудит его с клиентом если метка раковины приемлема. Однако, даже клиенты принимают метку раковины, мы должны попробовать исключить метку раковины как можно больше, руководитель проекта должен сделать самое лучшее и улучшать параметры впрыски для избежания проблем метки раковины во время испытаний прессформы.
Форма детали неправильная, ее следует называть тонкой полосой, такая деталь часто сгибается после формования из-за отсутствия пластиковой опоры дизайнеры должны подумать о решении вопроса о том, как улучшить охлаждение.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어


 Запрос
Запрос 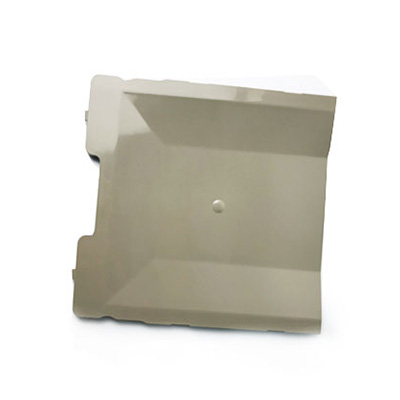





 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.