На машине для литья под давлением есть два шаблона, один фиксированный и называется фиксированным шаблоном, а другой может перемещаться, называемый движущимся шаблоном. Форма фиксируется на этих двух шаблонах с помощью винтов и компрессионных пластин. Когда прессформа открыта, мовинг шаблон машины инжекционного метода литья двигает и управляет прессформой для открытия.
После того, как пресс-форма изготовлена, ее необходимо впрыснуть и отлить в форму, поместить на машину для литья под давлением, и начинается производство продукта. Однако существует множество моделей литьевых машин, и каждый тип литьевой машины имеет свои собственные параметры. Конструкция пресс-формы для литья под давлением должна соответствовать требованиям типа литьевой машины, предоставленной заказчиком, в противном случае она не сможет производить.
Инжекционный метод литья дизайн прессформы количество впрыски
Количество впрыска-это максимальное массовое значение (или объемное значение) расплавленного клея, которое машина для литья под давлением может снимать за один раз во время производства, что представляет собой максимальную емкость впрыска этого типа машины для литья под давлением. Количество расплавленного клея, используемого в пресс-форме в конструкции литьевого инструмента, должно быть меньше, чем количество литьевой машины. В противном случае продукт не может быть полностью заполнен, и производство не может быть осуществлено.
Литье под давлением конструкция формы блокировки силы
Это сжимающая сила на шаблоне, когда форма закрыта на машине для литья под давлением. Сила блокировки, требуемая формованным изделием во время формования, должна быть меньше номинальной силы блокировки выбранной машины для литья под давлением. В противном случае расплавленный клей легко вытечет с поверхности пробора, в результате чего края разлетаются.
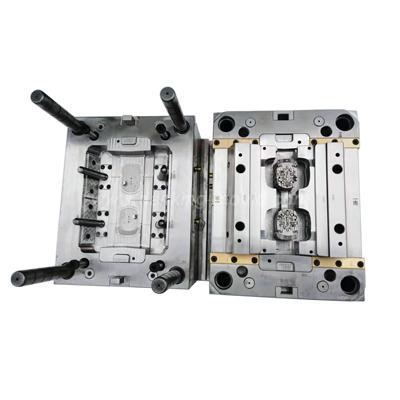
Расстояние между тягами в конструкции инструмента для литья под давлением
В мертвых углах фиксированного шаблона и движущегося шаблона машины для литья под давлением есть четыре тяги, которые используются для обеспечения достаточной прочности и жесткости машины для литья под давлением и отвечают за скольжение шаблона. Однако это часто ограничивает внешний размер формы, потому что форма подвешивается к середине тягового стержня во время установки.
Внешние размеры прессформы не могут быть больше чем соответствуя дистанционирование тяги в то же время. Если длина пресс-формы превышает одно расстояние между вытягивающими стержнями, проверьте, можно ли повернуть пресс-форму и повесить ее в пространстве стержня. Если это не может быть осуществлено путем вращения, то размер формы можно только изменить или машину инжекционного метода литья можно заменить.
Форма hankingРазрабатывает и производит пластиковые формы для литья под давлением в Китае, предоставляя крупные фабрики для наших глобальных клиентов, а также предоставляет услуги по производству литья под давлением, включая вторичную обработку и сборку. Наши глобальные клиенты приезжают из США, Германии, Швейцарии, Франции, Италии, Австрии, Израиля и других частей мира. Философия бизнеса компании-«клиент прежде всего и качество прежде всего», и является надежной компанией по производству литьевых форм. Добро пожаловать проконсультироваться с нами.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어






 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.