Разработка продуктов корпуса мобильного телефона должна пройти через процесс проектирования структуры продукта, разработки и проектирования пресс-форм, производства литья под давлением, распылительной печати и так далее. Каждая ссылка повлияет на внешний вид корпуса мобильного телефона. HANKING MOLD ENGINEERING LTD. есть некоторые предложения о том, на какие вопросы необходимо обратить внимание во время процесса литья под давлением форм для корпусов мобильных телефонов. Мы надеемся, что они могут быть вам полезны.
1. Конструкция формы для литья под давлением корпуса мобильного телефона
Конструкция литьевой формыКорпуса мобильного телефона необходимо учитывать конструкцию и сборку изделия. Кроме того, в процессе производства необходимо учитывать выброс продукта, расположение его водного пути и распределение входного отверстия клея. Ниже кратко представлены точки внимания дизайна ребер продукта, крючков и отверстий для гаек.
2. Конструкция литьевой формы ребра корпуса мобильного телефона.
При использовании ПК или АБС-пластика толщина ребра не более чем в 0,6 раза превышает толщину самого корпуса телефона. Соотношение сторон не может превышать 3-5 раз своей собственной толщины.
Угол тяги формы корпуса мобильного телефона составляет примерно от 0,5 до 1,0 градуса.
Пространство между двумя ребрами более чем в 3 раза превышает толщину стенки.
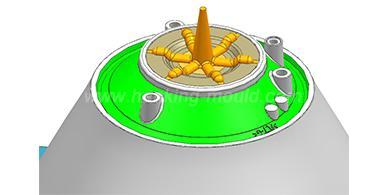
3. Схема дизайна прессформы впрыски крюка прессформы раковины мобильного телефона
Спецификация ввода карты крючка обычно составляет от 0,5 мм до 0,8 мм.
Крючок перемещается вниз на 0,2 мм от поверхности пробора, что полезно для обработки формы корпуса мобильного телефона.
Окклюзионная поверхность крючка и гнезда для карт имеет зазор 0,05 мм для облегчения ремонта формы в будущем.
Пространство 0,3 мм зарезервировано в верхней части паза в нижней части крючка как упругое пространство для деформации крюка.
Другие соприкасающиеся поверхности должны оставлять зазор от 0,1 до 0,2 мм.
Косой направляющий столб крюка должен оставить ход от 6 до 8 мм.
Кончик крючка имеет дугу 0,1 мм для легкой разборки и сборки.
На соприкасающихся поверхностях крючков можно оставить осадку в 2 градуса в качестве угла разборки.
Угол направляющей R в нижней части паза улучшает прочность на сжатие, поэтому угол наклона области с разной толщиной мяса используется в качестве области преобразования.
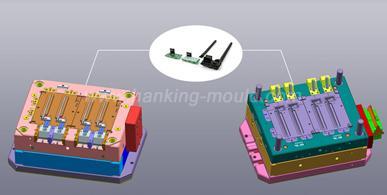
4. Процесс производства литья под давлением прессформы раковины мобильного телефона пластиковый
Оболочки мобильных телефонов обычно формуются из материалов ПК или ПК ABS. Из-за плохой текучести ПК в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемый затвор обычно является точечным затвором. При наполнении необходимо использовать градуированное литье под давлением, чтобы найти положение затвора и положение переключения V-P (давление удержания впрыска), что будет большим подспорьем при решении таких отклонений, как метки газа затвора и вспышка недозаполнения.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어



 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.