Полное название ABS Сополимер акрилонитрилбутадиенстирола, с отличными комплексными физико-механическими свойствами, отличной ударопрочностью при низких температурах. Размерная стабильность. Электрические свойства, износостойкость, антихимические свойства, крашение, обработка готовой продукции и механическая обработка хороши. АБС-смолы являются водостойкими, неорганическими, щелочными и кислотостойкими, нерастворимыми в большинстве спиртовых и углеводородных растворителей, но имеют тенденцию растворяться в альдегидах, кетонах, сложных эфирах и некоторых хлоруглеродах. Температура тепловой деформации смолы АБС низкая горючесть, устойчивость к атмосферным воздействиям плохая.
Температура плавления составляет от 217 до 237 градусов Цельсия, а температура термического разложения превышает 250 градусов.
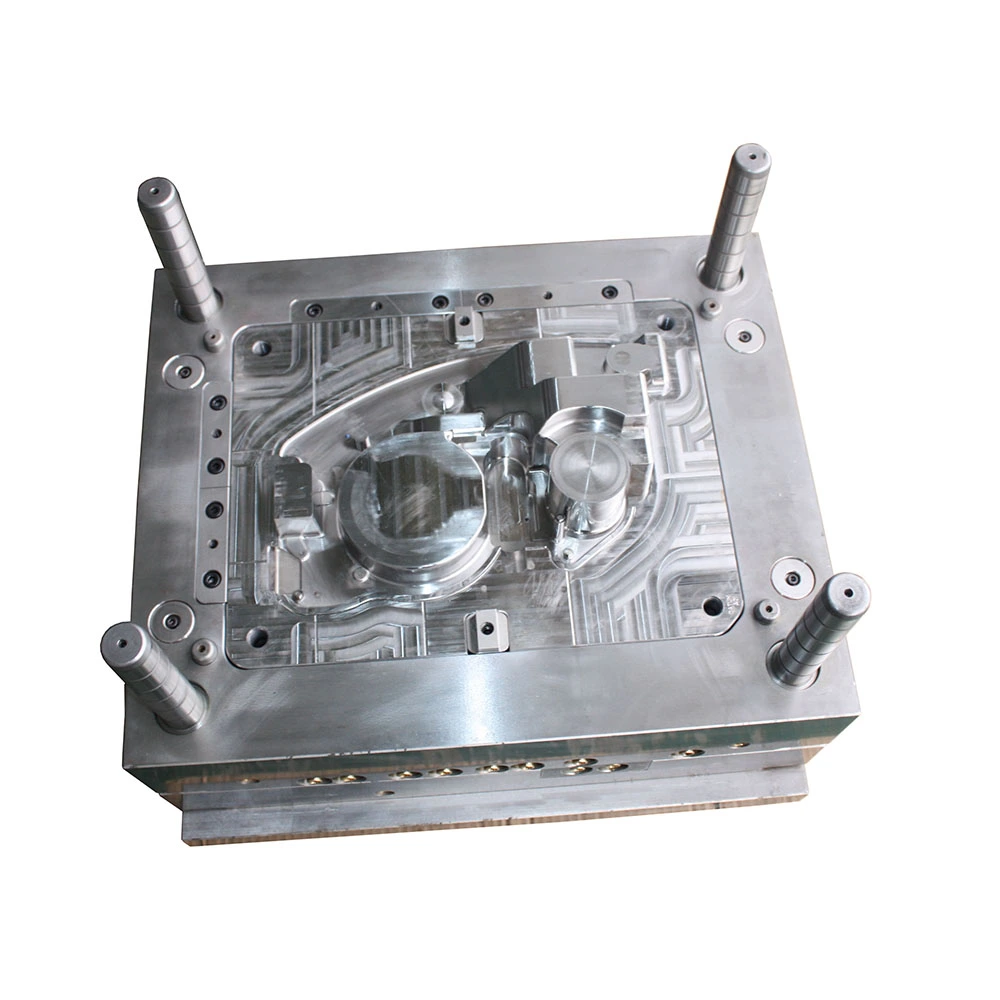
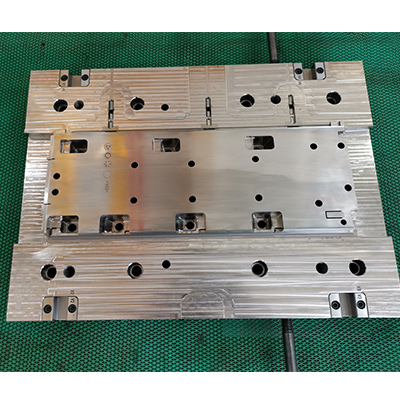
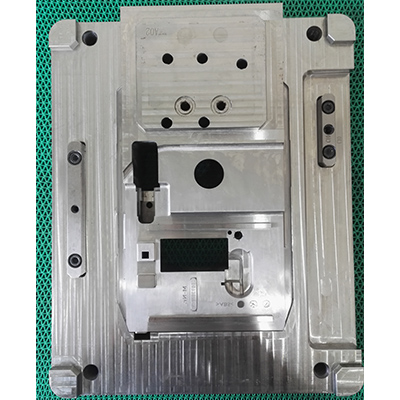
Для ABS пластичная прессформа части, HanKing сделает хорошую пластичную конструкцию прессформы впрыски от толщины стены, угла тяги, вентиляции, системы выталкивателя, баланса и хорошего бегуна.
Смола АБС для литья под давлением в основном представляет собой светло-слоновую кость или фарфоровую белую непрозрачную гранулу, за исключением смолы специального сорта или окраски. Водопоглощение смолы не очень высокое, например, когда допустимое значение обработки составляет от 0,1 до 0,2%, процесс формования может осуществляться без сушки, при этом упаковка плотная, правильное хранение и требования к продукту не слишком высоки. Однако, если содержание влаги в гранулах превышает указанное значение, их необходимо высушить перед литьем под давлением. Когда высокие требования для особенных зерен ранга или продуктов (как гальванизировать), его необходимо высушить перед процессом прессформы.
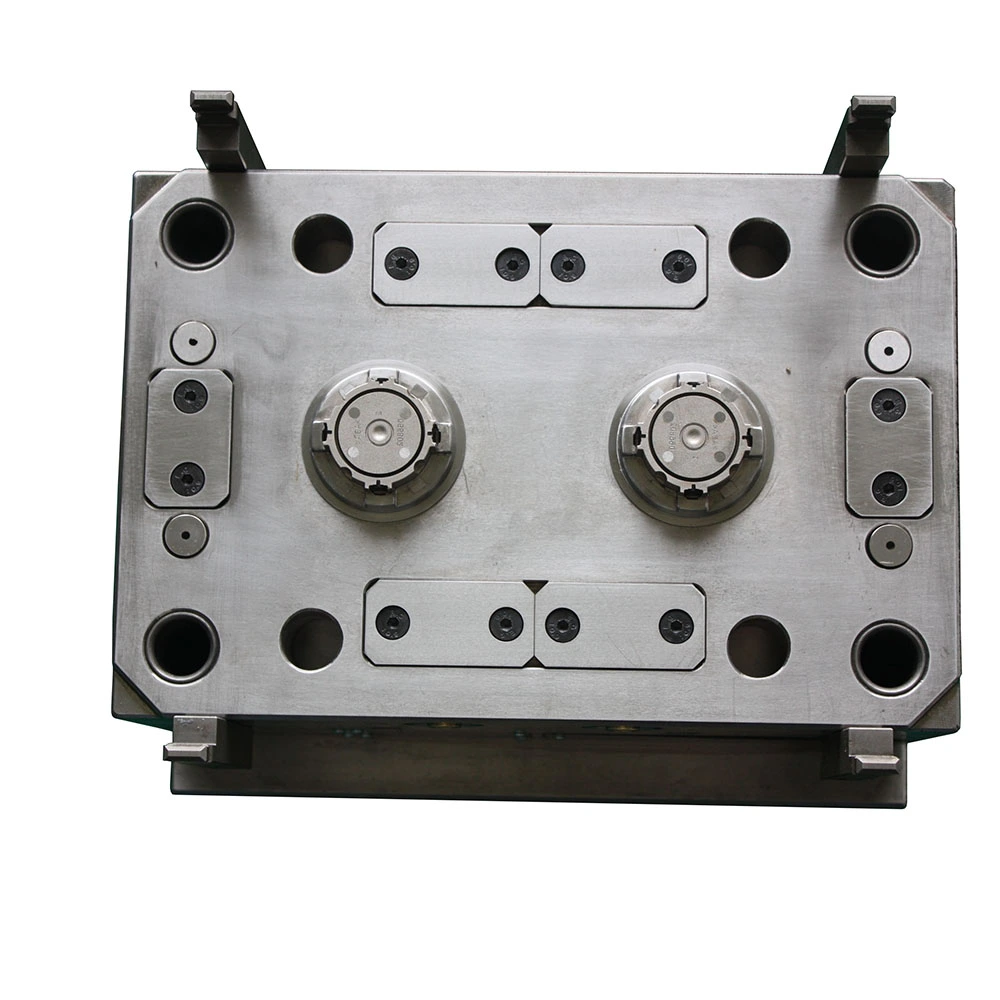
Чтобы АБС-пластик заполнил все части полости как можно скорее, диаметр канала бегуна должен быть не менее 5 мм, толщина ворот должна составлять более 30% толщины пластиковой части, а прямая часть (Относится к вводимой полости) длина составляет около 1 мм. Положение ворот должно определяться в соответствии с требованиями продукта и направлением потока. Для продуктов, которым необходимо гальваническое покрытие, ворота не должны находиться на поверхности покрытия.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어









 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.