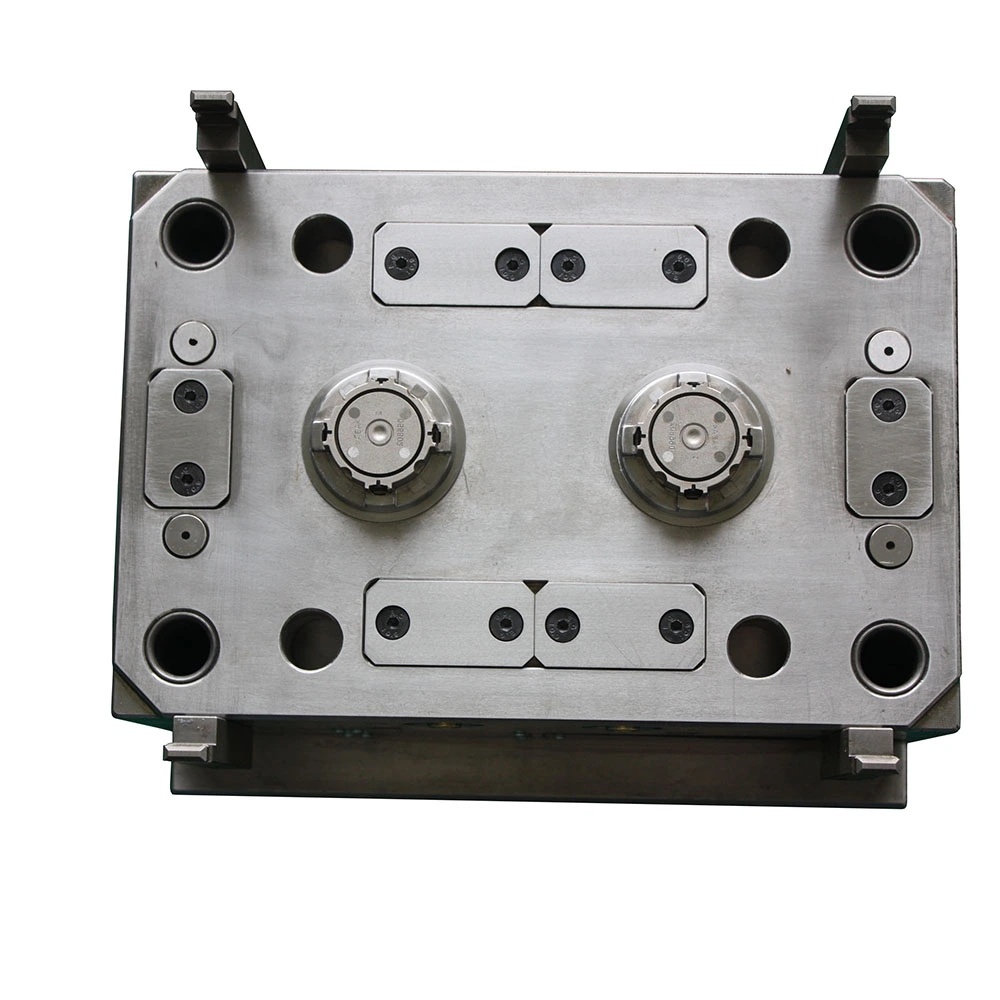
Для пресс-форм из АБС-пластика HanKing сделает хорошую пластиковую конструкцию литьевой формы из толщины стенки, угла вытяжки, вентиляции, эжекторной системы, баланса и хорошего бегуна.
Конструкция для ABS пластичные прессформы Впрыски
1. Толщина стенки изделия:
Толщина стенки продукта связана с длиной потока расплава, эффективностью производства и требованиями к использованию. Отношение максимальной длины потока расплава АБС к толщине стенки изделия составляет около 190:1. Это значение будет варьироваться в зависимости от класса. Поэтому толщина стенок изделия из АБС не должна быть слишком тонкой. Для продуктов имеет гальванизируя требование, толщина стены должна быть немножко толще для увеличения прилипания покрытия к поверхности статьи. Для этой цели толщина стенки продукта предпочтительно составляет от 1,5 до 4,5 мм.
Рассматривая толщину стены продукта, мы должны обратить внимание единообразие толщины стены, не делаем большую толщину стены разницы. Для продуктов, который нужно гальванизировать, поверхность должна быть плоской без неровностей, потому что эти части трудно извлечь должный к статическому электричеству, которое трудно извлечь. Ухудшается стойкость покрытия. Кроме того, следует избегать наличия острых углов, чтобы предотвратить концентрацию напряжений. Поэтому, желательно использовать дуги для переходов, таких как углы и толстые стыки.
2. Угол дафтра:
Угол тяги продукта напрямую связан со скоростью усадки. Из-за различных сортов, различных форм продукта и различных условий формования скорость усадки формования имеет определенную разницу, как правило, 0,3 ~ 0,6%, иногда это 0,4 ~ 0,8%, поэтому его точность размера формования продукта высока. В случае изделия из АБС угол тяги определяется следующим образом: часть сердцевины составляет 31 ° в направлении снятия, а часть полости-4 ° (/1 ° 20 'в направлении зачистки. Для продуктов со сложными формами или буквами и узорами угол тяги должен быть соответствующим образом увеличен.
3. Выброс:
В виду того что отделка поверхности продуктов имеет большое влияние на гальванизируя представление, любая небольшая царапина на поверхности по-видимому будет обнажена после гальванизировать, так, что никакое повреждение не будет позволено на полости. Также требуется большая эффективная площадь для выброса, хорошая синхронизация нескольких выталкивающих штифтов в процессе выброса и равномерная сила выброса.
4. Вентиляция:
Чтобы предотвратить возникновение плохой вентиляции в процессе наполнения, вызвать горение расплава, очевидную линию шва и другие проблемы, необходимо открыть вентиляционное отверстие или вентиляционную канавку, в которой глубина не превышает 0,04 мм, поэтому газ может быть исчерпан.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Запрос
Запрос 



 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.