Характеристики пластикового материала ПК
ПК-это короткое название поликарбонатной пластиковой смолы, это полимер с карбонатной группой в молекулярной цепи.
Поликарбонат бесцветный и прозрачный, с хорошими механическими свойствами, хорошей размерной стабильностью, термостойкостью, ударопрочностью, нетоксичностью и отличными диэлектрическими свойствами.
Усадка ПК: 0,5-0,7%.
Плотность ПК: 1,18 ~ 1,22 г/см3.
Температура сушки материала ПК: 100 ~ 120 ° C для поликарбонатного литьевого материала.
Время высыхания: 3 ~ 4 часа, с достаточной температурой и временем засыхания, обработанные продукты будут хорошего качества.
Температура инжекционного метода литья ПК: температура обрабатывая бочонка установлена между 260 и 300, и обрабатывая параметры температуры отрегулированы согласно модели инжекционного метода литья (разделенной в одну, 2, 3 или 4 раздела); Для температуры сопла около 10 более низкой чем последний раздел.
Температура формы: от 80 до 120, предполагается, что чем выше индекс расплава материала, тем ниже температура формы, чтобы контролировать размер и лучше поддерживать исходные физические свойства сырья.
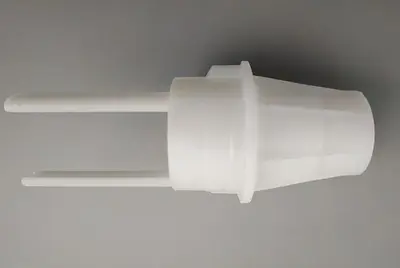
Какие продукты используются для литья под давлением ПК
ПК литьевые детали имеют широкий спектр применения в нашей жизни. Многие пластиковые корпуса производятся с ПК в HanKing Mold, такие как абажур, корпус электронного переключателя, крышка модуля, батарейный отсек, панель розеток, детали камеры, линзы, медицинские стоматологические детали.

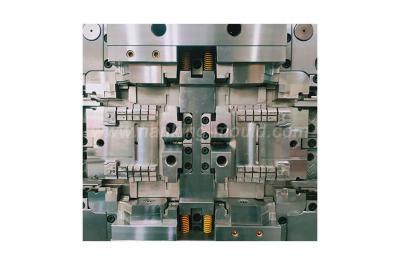
Пластичные части ПК Конструкция прессформы
Перед делать прессформу для продуктов ПК, нам нужно изучить структуру частей ПК пластиковых, и анализ прессформы-потока также необходим для тех с сложной структурой.
Пластмассовые детали ПК с простой структурой могут завершить предварительные проектные работы в короткие сроки, в то время как продукты со сложной структурой могут потребоваться для обсуждения в течение большего времени, мы будем разрабатывать лучшее решение для дизайна пресс-форм, пока наш клиент не будет удовлетворен.
Материал ПК:Как правило, большинство ПК представляют собой модифицированные материалы, выберите соответствующие материалы в соответствии с функциями и характеристиками продукта.
Усадка:Усадка пластиковых деталей ПК варьируется в зависимости от структуры и размера продукта. Рекомендуемый диапазон в спецификации материала обычно составляет 0,5-0,7%, в то время как мы обычно принимаем среднее значение 0,6%.
Полость прессформы:Количество полостей в пресс-форме оказывает большое влияние на стоимость производства литья пластмасс под давлением. Для пластмассовых изделий малого объема, одиночная прессформа полости самый лучший выбор; пока для частей пластмассы большого объема, выберите прессформы мульти-полости внутри ряд размера машины инжекционного метода литья насколько это возможно.
Тип прессформы:Тип литьевой формы определяется продуктом, структура некоторых продуктов требует трех пластинчатых форм, которые можно разделить на несколько точек с одной точки затвора, что очень полезно для формования; Некоторые простые детали конструкции будут изготовлены с помощью двух пластинчатых форм, что в основном зависит от требований к продукту.
Сталь прессформы:Это будет зависеть от объема пластиковых деталей, мы обычно используем сталь P20 для небольших количеств продукции и используем другую закаленную сталь, если у клиентов есть большие объемы пластиковых деталей для литья под давлением.
Тип бегуна:Цена прессформы с горячим бегунком выше, пока цена производства холодного бегуна увеличена должная к потребности для больше пластмассы, поэтому выбору бегунка нужно быть определенным согласно требованиям клиента. Для того чтобы улучшить скорость продукции, некоторые клиенты выбирают использовать горячий бегун, и некоторые клиенты используют холодный бегун для сохранения цены прессформы. Однако, независимо от того, выбирают ли клиенты холодный бегун или горячий бегун, прессформа Ханкинг может гарантировать качество прессформы.
Тип ворот:Тип ворот зависит от типа пресс-формы и структуры пластикового изделия. Принцип легок для того чтобы сделать часть упасть вниз и красивый взгляд.
Машина инжекционного метода литья:Используйте машину для литья под давлением, которая соответствует размеру пресс-формы, может помочь сэкономить ненужные затраты на оборудование и улучшить качество деталей для литья под давлением ПК.
HanKing Mold владеет 60 тоннами до 1600 тонн литьевых машин, которые могут производить пластиковые детали для инъекций из внутренних мелких деталей для внешних пластиковых оболочек для вашего проекта.
Толщина деталей ПК:Минимальная толщина стенки пластиковых деталей ПК составляет 1 мм, а максимальная толщина не должна превышать 8 мм.
Угол проекта:Угол вытяки может помочь легко снять при демонтаже деталей для литья под давлением ПК. Это конструкция, которая позволяет легко отделять пластиковые изделия от литьевой формы с помощью выталкивающего штифта после охлаждения формования. При угле выталкивания, пока нижняя поверхность проталкивается через штифт выталкивателя, он будет легко выпадать.
Опыт является очень важным фактором для определения угла вытяжки пластикового куска, потому что различная форма пластиковых деталей, толщина стенки и подрезка поверхности будут иметь более или менее влияние на размер угла вытяжки.
Общее правило заключается в том, что чем больше угол проекта, тем легче заготовка демонтируется, тем ниже сложность и стоимость конструкции пресс-формы, но это должно быть в соответствии с предпосылкой заказа, разрешенного спецификацией внешнего вида.
Стандартный угол демонтажа составляет около 1 ° ~ 2 °.
При определенных требованиях к точности размеров иногда также будет использоваться угол сброса 1/2 ° ~ 1/4 °.
HanKing Mold-это современное предприятие, объединяющее разработку и производство инструментов для литья пластмасс под давлением, надпресс-формы и двухцветной формы, а также производство литья под давлением. Основной бизнес: дизайн литьевой формы, обработка и производство пресс-форм, обслуживание литья пластмасс под давлением, окраска, печать, сборка и т. Д. Контакт для отправки вашего RFQ, мы можем процитировать в течение 24 часов.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어




 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.