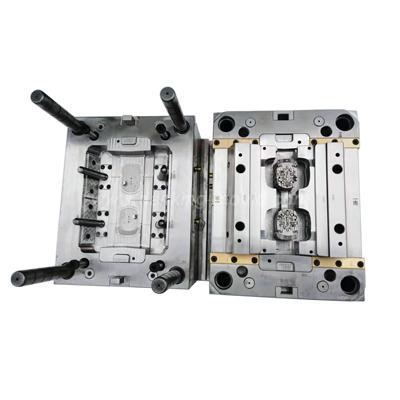
Различные инструменты и изделия, используемые в повседневном производстве и быту, от оснований станков, корпусов до корпусов различных бытовых приборов, тесно связаны с пресс-формами. Форма, определяемая производственным процессом производителей пресс-форм для бытовой техники, определяет форму этих продуктов, а качество и точность производителей пресс-форм для бытовой техники также определяют качество этих продуктов. Дайте нам знать о бытовой техникеПроизводители пресс-форм Китай.
1. МолдинГ процесс бытовой техники плесень производителей
Она главным образом включает завалку прессформы и давление поддерживая демонтировать охлаждая порта. Фаза грунтовки является первым шагом во всем цикле инъекции. Время от закрытия пресс-формы прибора до конца заполнения полости формы примерно на 95%. Теоретически, чем короче время наполнения, тем выше эффективность формования, но в реальном производстве время формования зависит от различных условий.
Высокая скорость наполнения. Результаты показывают, что скорость сдвига велика при высокоскоростном наполнении, а эффект утончения сдвига снижает вязкость пластика и снижает общее сопротивление потоку; местный вязкий нагрев уменьшает толщину затвердевшего слоя. Поэтому, в этапе управления потоком, охлаждающий эффект тонких стен не очевиден должный к высокоскоростному заполнять, поэтому влияние тарифа верхняя рука.
Поднимите на низкой скорости. Результаты показывают, что система имеет низкую скорость сдвига, высокую локальную вязкость и большое сопротивление потоку. Из-за медленной скорости подачи и медленной скорости потока эффект теплопроводности очевиден, и тепло отводится стеной холодной формы. При небольшом количестве вязкого нагрева толщина затвердевшего слоя становится толще, еще больше увеличивая сопротивление потоку тонкостенной поверхности.
Вообще говоря, прочность сварки в высокотемпературной зоне лучше. Кроме того, температура двух расплавов в зоне высоких температур аналогична, а тепловые свойства расплавов в основном одинаковы, что увеличивает прочность зоны плавления; напротив, в зоне низких температур прочность сварки низкая.
2. Роль заполняя этапа изготовителей прессформы бытовой техники
Это непрерывное приложение давления для уплотнения расплава и увеличения плотности пластика, чтобы компенсировать усадку пластика. Во время процесса удержания давления противодавление высокое, потому что полость заполнена пластиком. В процессе упаковки и прессованияФорма для бытовой техникиПроизводители, винт машины для литья под давлением может двигаться только медленно, а скорость потока пластика относительно низкая. В это время этот поток называется упаковочным потоком.
Из-за охлаждения стенки пресс-формы для бытовой техники пластик быстро затвердевает, а вязкость расплава увеличивается на этапе сохранения тепла, а сопротивление в полости пресс-формы очень велико. На более поздней стадии упаковки пластмассовая часть постепенно формируется. Этот этап должен продолжаться до тех пор, пока сопло не затвердеет и не загерметизируется. В этот момент давление в полости достигает наивысшего значения во время фазы наполнения. Во время этапа наполнения пластик проявляет частичную сжимаемость из-за высокого давления.
В области высокого давления пластичность относительно плотная, а плотность высокая; в области низкого давления пластичность свободна, а плотность низкая. Распределение плотности варьируется в зависимости от времени и местоположения. Во время процесса наполнения скорость пластикового потока очень низкая, и поток не играет доминирующей роли. Давление является основным фактором, влияющим на процесс наполнения. Во время заполняя процесса, полость заполнена с пластмассой, и постепенно затвердевающий мельт использован как средство для передавать давление.
Давление в полости пресс-формы передается на поверхность стенки пресс-формы через пластик, что позволяет легко открывать пресс-форму для бытовой техники. Поэтому для зажима пресс-формы требуется правильное усилие зажима.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어






 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.