Ⅰ. Электроэрозионный контроль прецизионных форм
1. Подготовка к резке проволоки
Вырезывание провода принимает автомат для резки провода точности медленно двигая, подвергая механической обработке точность ± 0,001 мм, и шершавость Ра = 0.2ум. При выборе проволоки для резки деионизированной ватерлинии с высокой степенью деионизации вертикальность соответствует требованиям точности обработки пресс-формы, напряжение умеренное, а материал режущей проволоки совместим с материалом заготовки, чтобы обеспечить разумную скорость обработки.
2. Обработка дизайна маршрута
Исходный баланс напряжений материала при резке проволоки разрушается во время обработки, вызывая концентрацию напряжений в углах. Метод борьбы с концентрацией напряжений заключается в том, чтобы использовать принцип векторного перевода, оставить 0,8 ~ 0,9 мм перед завершением прецизионной формы, предварительно обработать грубую форму полости, а затем выполнить термообработку, чтобы как можно больше снять напряжение обработки перед заканчивать, чтобы гарантировать термическую стабильность.
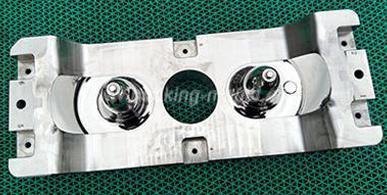
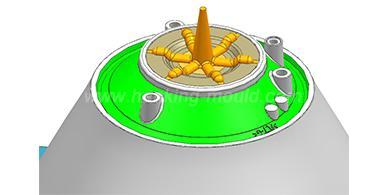
3. Процесс ЭДМ
В EDM производятся шероховатые и тонкие электроды соответственно. Тонкий электрод обрабатывается на станке с ЧПУ с числовым программным управлением. Электроды из сплава Cu-W имеют хорошие комплексные характеристики, а потери на электродах меньше, чем у медных электродов. При хороших условиях удаления стружки прецизионные формы могут обрабатывать материалы и детали, которые трудно обрабатывать, со сложными формами поперечного сечения. Электроды из сплава Ag-W имеют лучшую производительность, чем электроды из сплава Cu-W, и используются для прецизионной обработки. Графитовые электроды изготовлены из импортного графита с низкими потерями, высокой твердостью, быстрой гальванической коррозией и низкой шероховатостью поверхности. Перед окончанием электроэрозионной обработки проводится точная обрезка для удаления затвердевшего тонкого слоя, образованного на поверхности.
Ⅱ. Обработка поверхности прецизионных форм и сборка пресс-форм
1. Обработка поверхности
Прессформа точности поверхностн-обработана после заканчивать. Поверхность заготовки свободна от пор, однородна по твердости, мала по анизотропным характеристикам, низка по включениям и не имеет следов инструмента и следов износа на поверхности деталей, где сосредоточено напряжение. Края, острые углы и отверстия заготовки притупляются при полировке, шлифовании и слесарном шлифовании. После электрической обработки поверхность становится серо-белой, и необходимо удалить метаморфический затвердевший слой длиной 6-10 м. Этот слой хрупкий и имеет остаточное напряжение, и перед использованием закаленный слой следует полностью удалить.
2. Собрание прессформы точности
Перед сборкой заготовка должна быть полностью размагничена, а поверхность должна быть очищена этилацетатом. В процессе шлифования и электрической обработки заготовка будет в определенной степени намагничена, и она имеет слабую магнитную силу, которая легко поглощает небольшой мусор. Во время процесса собрания: полно поймите структуру и технические требования чертежа собрания, и аранжируйте все виды частей. Правильно перечислить порядок сборки компонентов относительно друг друга. Проверьте точность размеров каждого компонента и уточните соответствующие требования. Заполните необходимые инструменты для сборки. Сначала установите направляющий столб и направляющий рукав основной части пресс-формы прецизионной формы и инкрустированную комбинацию компонентов блока формирования полости. Шаблон собрания совмещен с пуншем и умирает для того чтобы отрегулировать положение каждой плиты. Откройте и закройте форму, чтобы проверить, является ли действие формы точным и надежным.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어





 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.