Пластмасса Китая отливает изготовитель в форму,HANKING предоставит каждому проекту прецизионного литья пластмасс под давлением менеджера проекта и инженера проекта, назначенного для каждого проекта. Менеджер проекта отвечает за проект от первоначальных обсуждений с представителями заказчика до успешного завершения проекта. Для клиента это означает один проект-один контакт.
Обсуждение круглого стола для деталей службы литья под давлением
HanKing Mold проведет круглые столы, обсуждающие важнейшие этапы успеха проекта по формованию пластмасс, от начала проекта, DFM, дизайн пресс-формы, результат испытания пресс-формы, модификации и так далее.
Еженедельные обновления услуг литья пластмасс под давлением
Дизайн прессформы:Дизайн для мануфактуриабельности (ДФМ), пре дизайн, молдфлов, дизайн прессформы 3Д, утверждение дизайна клиентом
Производство прессформы:Заказ стали, соответствие, сборка пресс-форм
Испытание прессформы:Утверждение образцов заказчик, изменение
Доставка
После продажи услуг
Способность проектной команды в HanKing Mold
Раннее планирование
После внедрения проекта будет создана специальная группа APQP для оценки рисков проекта, анализа ценового предложения, определения задач и целей действий, создания первоначальной спецификации, технологической схемы, списка специальных характеристик продуктов и процессов и списка рисков, Детально проанализировать структурное проектирование и технологические процессы различных типов продуктов для клиентов, выдвинуть разумные предложения, помочь клиентам оптимизировать продукты и снизить затраты клиентов, улучшить производственные мощности и выход.
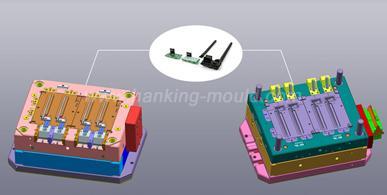
Разработка и производство плесени
Команда проекта HanKing Mold может сделать подробный отчет о пресс-форме, анализ потока пресс-формы, анализ размерного допуска, чертежи дизайна пресс-формы и вывод спецификации, производство пресс-форм, пробное производство, коррекция пресс-формы/инженерные изменения, трехмерный/двухмерный осмотр, принятие пресс-формы, и другие возможности приспособления, такие как разработка и распыление/шелкография/сборка/формирование.
Проектирование, разработка и верификация процессов
Обзор системы качества продукта/процесса, план цеха, технологическая схема процесса, формулирование и обзор P-FMEA, пробная продукция & план контроля, особенная матрица характеристик, инструкции деятельности процесса, упаковывая спецификации, план анализа системы измерения, первоначальный отростчатый выход исследования возможности, наблюдение пробных проблем продукции.
Подтверждение продукта и процесса
Производство PPAP, оценка измерительной системы, обновление возможностей процесса, утверждение производственной части, испытание производственных возможностей, оценка упаковки, обновление плана управления, идентификация планирования качества и поддержка управления, обновление и улучшение списка рисков.
Обратная связь/Оценка и корректирующие меры
Ранние производственные показатели проекта, раннее сдерживание производства, закрытие списка рисков, рассмотрение сводного отчета, снижение затрат, улучшение доставки и обслуживания, а также повышение удовлетворенности клиентов;
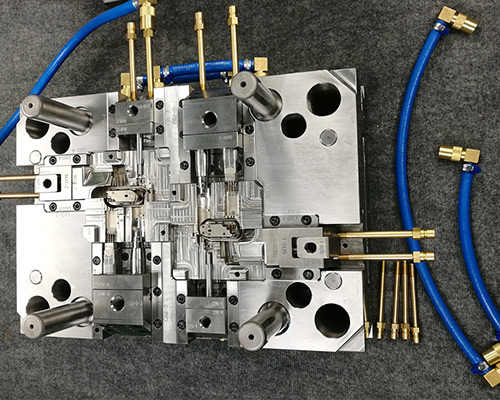
Перед поставкой прессформы впрыски, наш менеджер проекта сделает пластичный tooling проверить для того чтобы обеспечить наши прессформы идут к клиенту в хорошем состоянии и качестве
Доставка безопасности
Адвокатура и болты глаза установленные, обеспечивая прибор доступный.
Одиночная транспортная полость и возможная транспортная балка со стороны сердечника сбалансированы.
Зажимные слоты или зажимные пластины доступные.
Маркировка инструмента в соответствии с нормой инструмента клиента.
Все охлаждающие соединения маркированы в соответствии с нормой инструмента.
Все масляные и воздушные соединения маркированы в соответствии с нормой инструмента.
Кромки для разборки доступны.
Четкая и простая маркировка идентификации для операторов, чтобы понимать
Смажьте все направляющие. Прикреплены масляные канавки.
Есть ли эффективный контроль пружины со всеми пружинными формами?
Эжекторная система работает хорошо (плавно перемещается рукой, лучше пусть женщина попробует)
Доступны достаточные резьбы для рым-болтов.
Направляющие столбы длиннее, чем наклонные столбы.
Все винты затянуты.
Выталкиватель способ штамповки в форму и тестирования.
Диаметр установочного кольца соответствует спецификации.
Радиус сопла Р15.5мм/40 мм.
Вход стойки весь ползунок болта закруглен.
Без острых краев, все детали с фаской.
Переходы в литнике в основном округлые.
Куст литника полируется по длине.
Все ворота представляют собой одинаково большие отчеты об измерениях, которые существуют.
Маркировка номера полости сделана гармошкойНг к требованиям клиента.
Рециркулируя символы доступные согласно спецификации.
Штамп даты доступен, согласно спецификации, правильная дата должна быть скорректирована.
Доступны воздушные прорези и вентиляционные отверстия.
Поверхность прессформы и соединяться
Поверхность полости согласно чертежу.
Протестированная длина эжектора и отскока.
Безопасный ползунок и защелка для мяча расположены правильно.
Предварительная загрузка при блокировке, одиночный бортовой зазор 0,01 мм.
Вспышка должна быть удалена после шлифования плоскости разъема.
Линия разъема проверена.
Проверена поверхность с высоким блеском.
Часть подбирается с помощью робота возможно
Ворота деформируются автоматически.
Усадка проверена.
Слайдер с защитным механизмом.
Все охлаждающие соединения должны быть маркированы в соответствии с нормами инструмента клиента.
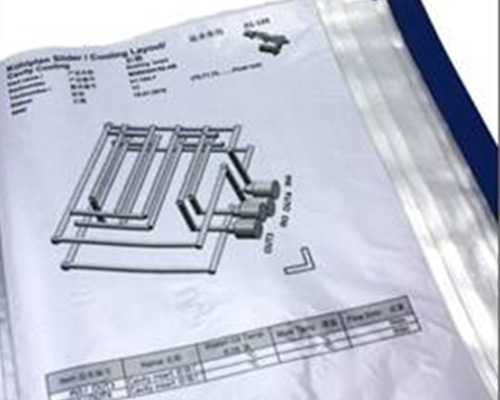
Документы и чертеж
Имеется схема охлаждения и отчет о расходе воды.
Соединители воды правильны согласно норме клиентов.
Соединения охлаждения расположены на противоположной или нижней стороне операции.
Гидравлические трубопроводы должны быть прочно соединены или соединены с внутренним инструментом.
Проверка функции цилиндров (пути/запорное устройство)
Соединения цилиндров находятся в соответствии с требованиями клиентов.
March 21, 2022Ⅰ. Концепция и применение прецизионного зубчатого форма1. Прецизионные шестерни предъявляет очень высокие требования к размеру и характеристикам параметров. Параметры включают в себя внешний диаметр добавительного круга,...view
August 12, 2023Пластиковые формованные детали широко используются в различных отраслях промышленности благодаря их долговечности, универсальности и экономичности. Однако распространенной проблемой, с которой часто сталкиваются производители, является наличие воздушных...view
October 28, 2019Инженер компании по производству пластиковых форм сказал, что они являются первоклассным поставщиком БПЛА крупного бренда, но с прошлого года все больше и больше мелких заказов на индивидуальную настройку было получено. Даже э...view
July 30, 2019HanKing плесень уходит корнями в индустрии пластмассовых изделий в течение 20 лет, благодаря постоянным усилиям через HanKing людей, мы стали группой компаний. После создания профессионального...view
July 1, 2022Когда расплавленные пластмассы встречаются в нескольких формах в полости формы из-за вставных отверстий, областей с прерывистой скоростью потока и областей прерванного потока материала заполнения формы, линейные сплавленные соединения являются...view
August 27, 2021Ⅰ. Принципы конструкции водного транспорта для автомобильных молдсов1. Уложив наперсток, вставив иглу, наклонный верх и сопло, затем расположите отверстие для транспортировки воды, чтобы избежать вмешательства...view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어










 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.