1. Факторы, которые необходимо учитывать при проектировании пресс-форм.
Чтобы поддерживать точность пластиковых литьевых форм под давлением впрыска и усилием зажима, при проектировании структуры пресс-формы необходимо учитывать возможность шлифования, шлифования и полировки деталей полости. Хотя обработка полости и сердечника пластиковой литьевой формы достигла высоких требований к точности, а скорость усадки такая же, как и ожидалось; Однако из-за смещения центра во время формования, соответствующие размеры внутренней и внешней сторон формованного изделия трудно соответствуют требованиям к дизайну пластиковых деталей. Для поддержания точности размеров передней и задней полостей пресс-формы на поверхности разъёма, в дополнение к установке общей направляющей стойки и центрирования направляющей втулки, необходимо добавить блоки позиционирования, такие как конический позиционирующий штифт или клиновой блок, чтобы обеспечить точное и надежное позиционирование пластиковой литьевой формы.
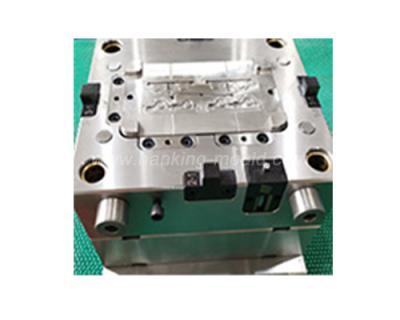
2. Материал, необходимый для пластиковых литьевых форм
Материал для изготовленияПластиковые литьевые формыДолжен быть из высококачественной легированной инструментальной стали с высокими механическими свойствами и низкой термической ползучести. Материал прессформы для делать полость и бегун должен быть выбран через строгую термическую обработку с высокой твердостью, хорошей сопротивлением носки, сильной коррозионной устойчивостью, и сопротивлением деформации жары. В то же время следует также учитывать сложность и экономичность механической обработки и электрической обработки. Чтобы предотвратить возникновение изменений старения и изменить точность размеров пластиковых литьевых форм, необходимо указать закалку или низкотемпературную обработку, чтобы уменьшить остаточную ткань термообработки материала пресс-формы при проектировании пресс-формы.
Для уязвимых частей пластиковой формы для литья под давлением, особенно уязвимых частей, таких как полость и сердечник, при проектировании следует учитывать возможность ремонта, чтобы поддерживать высокую точность формы после ремонта.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어






 Позвоните нам на:
Позвоните нам на:  Напишите нам:
Напишите нам:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.